



ццЏшЕц
фКЇхчЅшЏ
хНхфНчНЎяМщІщЁЕ >ццЏшЕц > фКЇхчЅшЏцГЂхГАчхЗЅшКцЕчЈчЎЁцЇ
цЖщДяМ2020-08-19 10:45:43 цЅцКяМхЙПцхОЗ
цГЂхГАчцЏхАчхччцяМчЛчЕхЈцГЕцчЕчЃцГЕхЗцЕцшЎОшЎЁшІцБччццГЂяМфНПщЂх шЃ цчЕхх хЈфЛЖчхАхЖцПщшПчццГЂяМхЎчАх хЈфЛЖччЋЏцхМшфИхАхЖцПччщДцКцЂАфИчЕцАшПцЅчшНЏщчуцГЂхГАчфИЛшІчЈфКщхцшЃ чЛфЛЖхщчЈцЗЗхчЛшЃ цЙхМчшЁЈщЂчЛфЛЖччцЅуфИщЂхЙПцхОЗхфКЋфИфИцГЂхГАчхЗЅшКцЕчЈчЎЁцЇшІчЙу
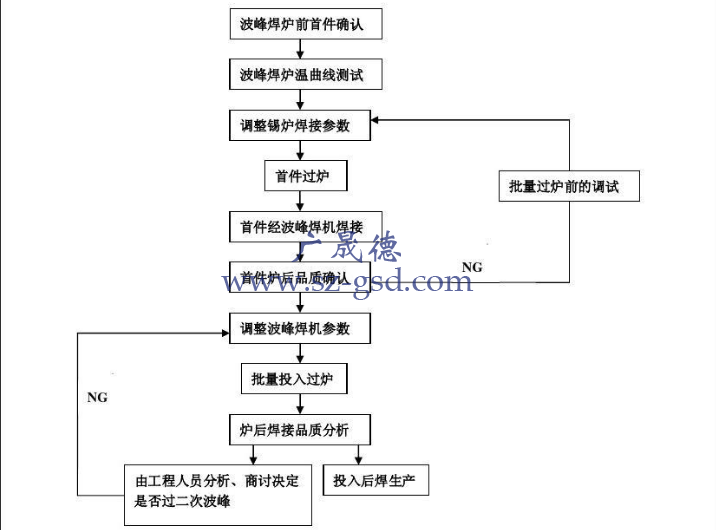
цГЂхГАчхЗЅшКцЕчЈ
цГЂхГАчцЕчЈчЎЁцЇччЎч
фПцхЗЅшКшПчЈччЈГхЎяМхЎшЁхЏЙчМКщЗчщЂщВуцЃщЊцГЂхГАчхЖчЈцЏхІчЌІхфКЇхччцЅшДЈщшІцБяМ фПцхЗЅшКшПчЈччЈГхЎяМхЎшЁхЏЙчМКщЗчщЂщВуцЃщЊцГЂхГАчхЖчЈцЏхІчЌІхфКЇхччцЅшДЈщшІцБяМхЗЅшКчЎЁцЇцч ЇцЄшЇчЈчфОцЎу цЇцч ЇцЄшЇчЈчфОцЎу
цГЂхГАчцЕчЈчЎЁцЇцшДЃфКК
цГЂхГАчцфНфККхшДшДЃцЇшЁчцЇ хЗЅчЈхИшДшДЃхЗЅшКхЖчЈчМхЖяМ хЗЅчЈхИшДшДЃхЗЅшКхЖчЈчМхЖяМхЄчхшАцДчфКЇшПчЈфИцГЂхГАчфИшНцЛЁшЖГцЇхЖшІцБчхМхИИчЖхЕч цЇщццЇНцшДЈчхЋщущц ЗцЃцЕцфЛНуцЃцЕцЅххцххМхИИхЄчу цЇщццЇНцшДЈчхЋщущц ЗцЃцЕцфЛНуцЃцЕцЅххцххМхИИхЄч
цГЂхГАчхцАшЎОчНЎхцЇхЖшІцБ
1уцГЂхГАчшЎОхЄшЎОчНЎ
aухЎфЙяМччЙщЂчцИЉхКІхцфКЇхфИчхЎщ
цИЉхКІяМцГЂхГАчщЂчцИЉхКІшЎОхЎхМфЛЅшЗхОхц МцГЂхГАчцВчКПцЖ шЎОхЎцИЉхКІфИКху
bуцщ
цГЂхГАчщЁчцИЉхКІцЇхЖхЈ245ТБ5т,цЕцИЉцВчКП PCB цПфИччЙцИЉхКІчцфНхМфИК 215; ц щ
щЁчцИЉхКІцЇхЖхЈ 265ТБ5т,PCB цПфИччЙцИЉхКІцфНхМфИК 235ту
cухІхЎЂцЗцфКЇххЏЙцИЉхКІцВчКПхцАцхчЌшЇхЎхшІцБяМхКц ЙцЎх
ЌхИцГЂхГАчцКчхЎщ
цЇшНфИхЎЂцЗххчЁЎхЎчц хяМфЛЅцЛЁшЖГхЎЂцЗхфКЇхчшІцБу
1яМ цЕИщЁцЖщДфИКяМцГЂхГА 1 цЇхЖхЈ 0.3~1 чЇяМцГЂхГА 2 цЇхЖхЈ 2~3 чЇяМ
2яМфМ щщхКІфИКяМ0.7~1.5 чБГ/хщяМ
3яМхЄЙщхОшЇфИКяМ4~6 хКІяМ
4яМхЉчххЗщОххфИКяМ
5яМщщххфИКяМ2~4Pa;
6яМщЄфЛЅфИхцАшЎОчНЎц хшхДхЄяМхІхЎЂцЗхЏЙх
ЖфКЇхцчЙцЎхЖхЎшІцБхчБхЗЅшКхЗЅчЈхИхЈфКЇхфНфИцхЏМфЙІфИфОх
ЖшЇхЎцццЇшЁу
2уцГЂхГАчцИЉхКІцВчКПхцАцЇхЖшІцБ
aухІцхЈцЕщцИЉхКІцВчКПцЖфНПчЈч PCB цПфИКфКЇхчххцПяМхццЕхАцИЉхКІцЏчИхКчхЉчхххЎЖцЈшчшхДщЋ 10~15т.цшАц ЗцПяМххНЂцПхАКхЏИхЄЊхАццПхЄЊшшц цГхЎЙфИццПхцЕшЏфЛЊшхІщчЈчPCBцПу
bухЏЙфКччЙщЂцSMTх
фЛЖ(хАшЖцчЙшЖ) фИщшІчЈцГЂхГАчцЈЁх
ЗчфКЇхяМччЙщЂцЕИщЁххЎцЕщЂчцИЉхКІфИцГЂхГА1цщЋцИЉхКІчшНхЗЎцЇхЖхАфК 150т.
cухЏЙфКфНПчЈфКфИЊцГЂхГАчфКЇхяМцГЂхГА1фИцГЂхГА2фЙщДчфИщцИЉхКІхМяМцщ
цЇхЖхЈ 170тфЛЅфИяМц щ
цЇ 200тфЛЅфИяМщВцЂфКцЌЁчцЅу
dухЏЙфКцщ
фКЇхчцЅхщчЈшЊчЖщЃхЗхДяМхЏЙфКц щ
фКЇхчцЅхщчЈхЖхЗхчМЉцКхМКхЖхЖхЗяМчцЅххЗхДшІцБяМ
1) цЏцЅхЎцЕцИЉхКІцВчКПцщЋцИЉхКІфИщхА 200тфЙщДчфИщщчцЇхЖхЈ 8т/S фЛЅфИу
2) PCB цПшПхЎцГЂхГА 30 чЇ(чКІхЈцГЂхГАхКхЃхКхЄфНчНЎ) ччЙцИЉхКІцЇхЖхЈ 140тфЛЅфИу
3) хЖхЗхКщЃхЃщЃщхП
щЁЛцЇхЖхЈ 2.0т4.0M/S.4) хЏЙхЖхЗхчМЉцКхЖхЗцИЉхКІшЎОхЄцЂхЄДцОчЄКцИЉхКІцЇхЖхЈ 15тфЛЅфИу
eуцЕшЏццЏхццЕшЏцИЉхКІцВчКПфИхКц шЏфЛЅфИцАцЎяМ
1) ччЙщЂц хщЂчцИЉхКІчцЖщДхцЕИщЁхщЂчцщЋцИЉхКІяМ
2) ччЙщЂцщЋшПцГЂхГАцИЉхКІяМ
3) ччЙщЂцЕИщЁцЖщДяМ
4) чцЅххЗхДцИЉхКІфИщчцчяМ
3уцГЂхГАчцКщЂцПцОчЄКхЗЅфНхцАцЇхЖ
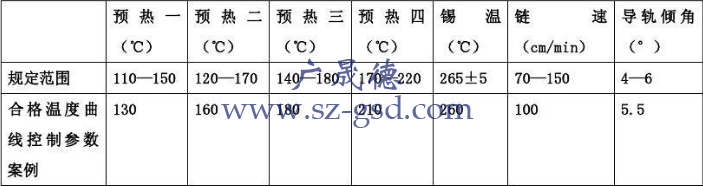
ц щ цГЂхГАчхцАшЎОчНЎ
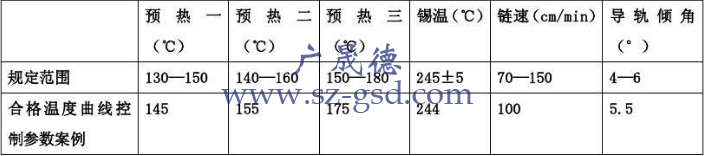
цщ цГЂхГАчхцАшЎОчНЎ
4уцГЂхГАчцфНшІцБхх хЎЙ
a.ц ЙцЎцГЂхГАчцЅчфКЇхЗЅшКчЛхКчхцАфИЅц МцЇхЖцГЂхГАчцКчЕшхцАшЎОчНЎяМ
b. цЏхЄЉццЖшЎАхНцГЂхГАчцКшПшЁхцАяМ
c. фПшЏцОхЈхЗщОхцГЂхГАчцКфМ щхИІчшПчЛ2хПЋцПфЙщДчшЗчІЛфИхАфК5CM;
d. цЏхАцЖцЃцЅцГЂхГАчцКхЉчххЗщОчЖхЕяМцЏцЌЁшНЌцКцЖхП
щЁЛчЙцЃхЗщОцНщЃчНЉч5Sц
хЕяМчЁЎфПфИфМцхЉчхцЛДхА PCB цПфИччАшБЁяМ
e. цЏхАцЖцЃцЅцГЂхГАчцКцГЂхГАцЏхІхЙГцДяМхЗхЃцЏхІшЂЋщЁцИЃх ЕхЁяМщЎщЂчЋхГхЄчяМ
f. цфНххЈчфКЇшПчЈфИхІхчАхЗЅшКчЛхКчхцАфИшНцЛЁшЖГшІцБяМфИхОшЊшЁшАцДхцАяМчЋхГщчЅхЗЅчЈхИхЄчу
чИх ГцчЋ цЈшщ шЏЛяМцГЂхГАчхчххЗЅфНцЕчЈ цГЂхГАчххцЕчхКхЋ цГЂхГАчхКцЌшЇш цГЂхГАчхЗЅшКццЏ
 чВЄх
ЌчНхЎхЄ 44030602002442хЗ
чВЄх
ЌчНхЎхЄ 44030602002442хЗ