



如何设置回流焊机的温度?
时间:2022-08-01 10:34:05 来源:广晟德
正确设置回流焊机温度要依据以下几点﹕
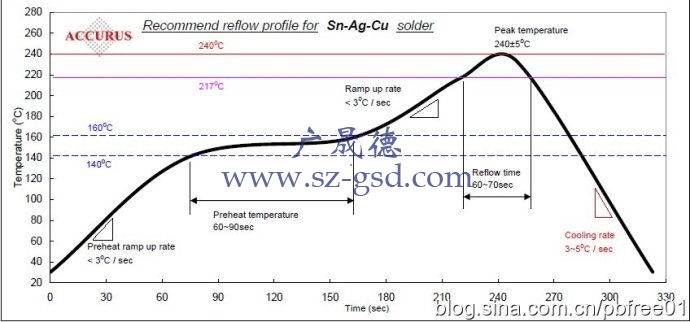
标准回流焊机温度曲线
1、根据设备的具体情况,例如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。
2、根据使用焊膏的温度曲线进行设置。不同金属含量的焊膏有不同的温度曲线,应按照焊膏供应商提供的温度曲线进行具体产品的回流焊温度曲线设置。
3、根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定个产品的温度曲线时,因考虑排风量,并定时测量。
4、根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右。
5、根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。
6、根据表面组装板元器件的密度、元器件的大小以及有BGA、CSP等特殊元器件进行设置。
对热风回流焊来讲,其焊接过程中的焊膏需要经历以下几个过程,即溶剂的挥发,助焊剂清除焊件表面氧化物,焊膏的熔融,再流动与焊膏的冷却凝固等,而就其温度曲线来讲,我们可以将其分为预热区,保温区,回流区与冷却区,下面广晟德就其温度曲线的这几个区来做简单介绍。
就预热区来讲,其主要目的是使得PCB和元器件可以预热,达到平衡,同时还可以除去焊膏中的水分,溶剂,以预防焊膏发生塌落,焊料四处乱溅。而对其升温的速率也要严格控制在个合适的范围内,般我们规定其大升温速率为4摄氏度,上升速率设定为1~3摄氏度,ECS的标准低位3摄氏度。
对回流焊的保温区般指的是其温度从120升160摄氏度的区域,主要目的是使得PCB各个元件温度可以趋于均匀,尽量减少其温差,确保其在达到再流温度前焊料可以完全搞糟,在保温区结束的时候,其焊盘,焊膏球,元件引脚上的氧化物也应当被清除掉,整个电路板的温度此时会达到个均衡的水平。
对其回流区来讲,这区域的温度会达到高,而其焊接值的温度也会随着锡膏的不同而不同,一般其会高于焊膏熔点20~40摄氏度。此时的焊膏中焊料已经开始熔化,呈现流动状态。有时候我们也可以将回流焊的回流区分为两个区域,即熔融区和再流区,个理想的温度曲线应当是超过焊锡熔点的端区覆盖面积小,且其左右两边相互对称,一般情况下其温度超过200摄氏度的时间为30~40秒。
回流焊接完成后的快速冷却有助于得到个明亮的焊点,与饱满的外形,较低的接触角度,而缓慢冷却的话很容易会导致其PAD的更多分解物进入锡中,产生些灰暗毛躁的焊点,甚还会引起沾锡不良和弱焊点结合力等后果,般来讲冷却区降温的速率在-4摄氏度以内,冷却温度75摄氏度即可,一般情况下也都需要使用冷却风扇对其进行强行冷却处理。
相关技术文章推荐阅读
| smt回流焊接后发现不良产品缺陷 | 影响回流焊工艺的因素有那些? |
| 回流焊的热传递方式有哪几种 | 温度曲线在回流焊中有什么作用? |
| 回流焊原理和工艺介绍 | 如何设置回流焊机的温度? |
 粤公网安备 44030602002442号
粤公网安备 44030602002442号