



жҠҖжңҜиө„ж–ҷ
й—®йўҳи§ЈеҶі
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > й—®йўҳи§ЈеҶіжҖҺд№Ҳи®ҫе®ҡеӣһжөҒз„Ҡжё©еәҰжӣІзәҝ
ж—¶й—ҙпјҡ2020-09-28 15:41:05 жқҘжәҗпјҡе№ҝжҷҹеҫ·
йҡҸзқҖз”өеӯҗдә§дёҡзҡ„йЈһйҖҹеҸ‘еұ•пјҢй«ҳйӣҶжҲҗеәҰгҖҒй«ҳеҸҜйқ жҖ§е·Із»ҸжҲҗдёәиЎҢдёҡзҡ„ж–°жҪ®жөҒгҖӮеңЁиҝҷз§Қи¶ӢеҠҝзҡ„жҺЁеҠЁдёӢпјҢSMT еӣһжөҒз„ҠеңЁдёӯд№ҹеҫ—еҲ°дәҶиҝӣжӯҘ зҡ„жҺЁе№ҝе’ҢеҸ‘еұ•гҖӮ еҫҲеӨҡе…¬еҸёеңЁз”ҹдә§е’Ңз ”еҸ‘дёӯе·Із»ҸеӨ§йҮҸзҡ„еә”з”ЁдәҶ SMT е·Ҙиүәе’ҢиЎЁйқўиҙҙиЈ…е…ғеҷЁд»¶пјҲSMC пјҸSMDпјүгҖӮеӣ жӯӨпјҢз„ҠжҺҘиҝҮзЁӢд№ҹе°ұжі•йҒҝе…Қзҡ„еӨ§йҮҸзҡ„дҪҝз”ЁеӣһжөҒз„ҠжңәгҖӮе№ҝжҷҹеҫ·еӣһжөҒз„ҠдёәеӨ§и®Іи§ЈдёӢпјҢ еӣһжөҒз„ҠдҪңдёәиЎЁйқўиҙҙиЈ…е·Ҙиүәз”ҹдә§зҡ„дёӘдё»иҰҒи®ҫеӨҮпјҢ е®ғзҡ„жӯЈзЎ®дҪҝз”Ёз–‘жҳҜиҝӣжӯҘ зЎ®дҝқз„ҠжҺҘиҙЁйҮҸе’Ңдә§е“ҒиҙЁйҮҸгҖӮ

ж— й“…еӣһжөҒз„ҠзӮүжё©жӣІзәҝ
жҲ‘们иҰҒдәҶи§ЈеӣһжөҒз„Ҡзҡ„еҮ дёӘе…ій”®зҡ„ең°ж–№еҸҠжё©еәҰзҡ„еҲҶеҢәжғ…еҶөеҸҠеӣһжөҒз„Ҡзҡ„з§Қзұ».
AпјҺеҪұе“ҚзӮүжё©зҡ„е…ій”®ең°ж–№жҳҜпјҡ
1пјҡеҗ„жё©еҢәзҡ„жё©еәҰи®ҫе®ҡж•°еҖј
2пјҡеҗ„еҠ зғӯ马иҫҫзҡ„жё©е·®
3пјҡй“ҫжқЎеҸҠзҪ‘еёҰзҡ„йҖҹеәҰ
4пјҡй”ЎиҶҸзҡ„жҲҗд»Ҫ
5пјҡPCBжқҝзҡ„еҺҡеәҰеҸҠе…ғ件зҡ„еӨ§е°Ҹе’ҢеҜҶеәҰ
6пјҡеҠ зғӯеҢәзҡ„ж•°йҮҸеҸҠеӣһжөҒз„Ҡзҡ„й•ҝеәҰ
7пјҡеҠ зғӯеҢәзҡ„жңүж•Ҳй•ҝеәҰеҸҠжі еҚҙзҡ„зү№зӮ№зӯү
B.еӣһжөҒз„Ҡзҡ„еҲҶеҢәжғ…еҶөпјҡ
1пјҡйў„зғӯеҢәпјҲеҸҲеҗҚпјҡеҚҮжё©еҢәпјү
2пјҡжҒ’жё©еҢәпјҲдҝқжё©еҢә/жҙ»жҖ§еҢәпјү
3пјҡеӣһжөҒеҢә
4пјҡжі еҚҙеҢә еҰӮдҪ•жқҘи®ҫзҪ®еӣһжөҒз„Ҡжңәжё©еәҰжӣІзәҝзҡ„ж•°жҚ® гҖҖгҖҖ
1гҖҒж №жҚ®дҪҝз”Ёз„Ҡй”ЎиҶҸзҡ„жё©еәҰжӣІзәҝиҝӣиЎҢи®ҫзҪ®гҖӮдёҚеҗҢйҮ‘еұһеҗ«йҮҸзҡ„з„Ҡй”ЎиҶҸжңүдёҚеҗҢзҡ„жё©еәҰжӣІзәҝпјҢеә”жҢүз…§з„Ҡй”ЎиҶҸз”ҹдә§еҺӮе•ҶжҸҗдҫӣзҡ„жё©еәҰжӣІзәҝиҝӣиЎҢи®ҫзҪ®е…·дҪ“дә§е“Ғзҡ„еӣһжөҒз„Ҡжё©еәҰжӣІзәҝпјӣ гҖҖгҖҖ
2гҖҒж №жҚ®PCBзҡ„жқҗж–ҷгҖҒеҺҡеәҰгҖҒжҳҜеҗҰеӨҡеұӮжқҝгҖҒе°әеҜёеӨ§е°Ҹзӯүпјӣ гҖҖгҖҖ
3гҖҒж №жҚ®иЎЁйқўз»„иЈ…жқҝжҗӯиҪҪе…ғеҷЁд»¶зҡ„еҜҶеәҰгҖҒе…ғеҷЁд»¶зҡ„еӨ§е°Ҹд»ҘеҸҠжңүBGAгҖҒCSPзӯүзү№ж®Ҡе…ғеҷЁд»¶иҝӣиЎҢи®ҫзҪ®гҖӮ
4гҖҒж №жҚ®и®ҫеӨҮзҡ„е…·дҪ“жғ…еҶөпјҢдҫӢеҰӮпјҡеҠ зғӯеҢәзҡ„й•ҝеәҰгҖҒеҠ зғӯжәҗзҡ„жқҗж–ҷгҖҒеӣһпјҲеҶҚпјүжөҒз„ҠзӮүзҡ„жһ„йҖ е’Ңзғӯдј еҜјж–№ејҸзӯүеӣ зҙ иҝӣиЎҢи®ҫзҪ®гҖӮ

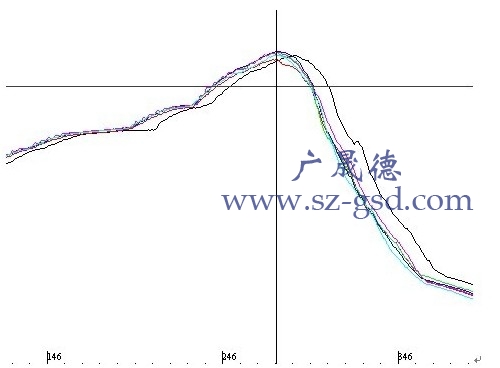
еӣҫпјҲж— й“…жё©еәҰжӣІзәҝпјү
ж— й“…жё©еәҰеҲҶжһҗпјҡ
ж— й“…й”ЎиҶҸзҡ„зҶ”зӮ№жҳҜ217еәҰпјҢеёёи§Ғзҡ„й“…й”ЎиҶҸзҡ„жҲҗд»ҪдёәпјҡSn/Ag/Gu е…¶жҜ”зҺҮжҳҜпјҡ96.5/3.0/0.5 еҰӮеӣҫпјҲпјүжүҖзӨәпјҡ
дёҖгҖҒйў„зғӯеҢә
йў„зғӯеҢәеҚҮжё©еҲ°175еәҰпјҢж—¶й—ҙдёә100Sе·ҰеҸіпјҢз”ұжӯӨеҸҜеҫ—йў„зғӯеҢәзҡ„еҚҮжё©зҺҮпјҲз”ұдәҺжң¬жөӢиҜ•д»ӘжҳҜйҮҮз”ЁеңЁзәҝжөӢиҜ•пјҢжүҖд»Ҙд»Һ0вҖ”46Sиҝҷж®өж—¶й—ҙиҝҳжІЎжңүиҝӣе…Ҙйў„зғӯеҢәпјҢж—¶й—ҙ146-46=100SпјҢз”ұдәҺе®Өжё©дёә26еәҰ 175-26=149еәҰ еҚҮжё©зҺҮдёәпјӣ149еәҰ/100S=1.49еәҰ/Sпјү
дәҢгҖҒжҒ’жё©еҢә
жҒ’жё©еҢәзҡ„й«ҳжё©еәҰжҳҜ200еәҰе·ҰеҸіпјҢж—¶й—ҙдёә80SпјҢй«ҳжё©еәҰе’ҢдҪҺжё©еәҰе·®25еәҰ
дёүгҖҒеӣһжөҒеҢә
еӣһжөҒеҢәзҡ„й«ҳжё©еәҰжҳҜ245еәҰпјҢдҪҺжё©еәҰдёә200еәҰпјҢиҫҫеҲ°еҖјзҡ„ж—¶й—ҙеӨ§жҰӮжҳҜ35/Sе·ҰеҸіпјӣеӣһжөҒеҢәзҡ„еҚҮжё©зҺҮдёәпјҡ45еәҰ/35S=1.3еәҰ/S жҢүз…§пјҲеҰӮдҪ•жӯЈзЎ®зҡ„и®ҫе®ҡжё©еәҰжӣІзәҝпјүеҸҜзҹҘпјҡжӯӨжё©еәҰжӣІзәҝиҫҫеҲ°еҖјзҡ„ж—¶й—ҙеӨӘй•ҝгҖӮж•ҙдёӘеӣһжөҒзҡ„ж—¶й—ҙеӨ§жҰӮжҳҜ60S
еӣӣгҖҒжі еҚҙеҢә
жі еҚҙеҢәзҡ„ж—¶й—ҙдёә100Sе·ҰеҸіпјҢжё©еәҰз”ұ245еәҰйҷҚеҲ°45еәҰе·ҰеҸіпјҢжі еҚҙзҡ„йҖҹеәҰдёәпјҡ245еәҰвҖ”45еәҰ=200еәҰ/100S=2еәҰ/S
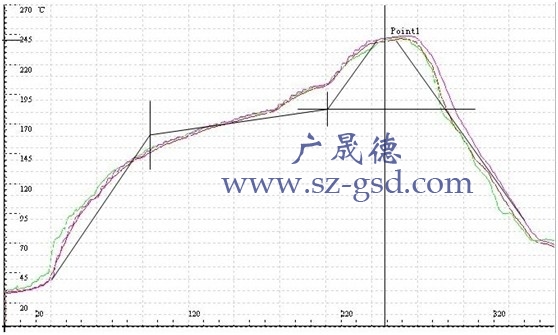
еӣҫдәҢпјҲй“…жё©еәҰжӣІзәҝпјүвҖӢ
еҰӮеӣҫпјҲдәҢпјүжүҖзӨәпјҡжі еҚҙжё©еәҰжӣІзәҝжІЎжңүеҗҢеӣһжөҒеҢәеҚҮжё©жӣІзәҝе‘Ҳй•ңеғҸе…ізі»пјҲеҜ№з§°еҲҶеёғпјүжүҖд»ҘдёҠеӣҫ并йқһдёәзҗҶжғіж ҮеҮҶжӣІзәҝ
еӣҫпјҲдёүпјүзҗҶжғіж ҮеҮҶжё©еәҰжӣІзәҝпјҲй»‘зәҝпјүвҖӢ
еӣһжөҒз„ҠжҺҘsmtзәҝи·Ҝжқҝе·ҘиүәеӨ–и§Ӯж ҮеҮҶеҲҶдә«пјҢиҜ·зӮ№еҮ»й“ҫжҺҘдёӢиҪҪhttp://pan.baidu.com/s/1kTCAsr9 иҒ”зі»qq1263549432
дҪ иҝҳеҸҜд»ҘжөҸи§Ҳпјҡ
| еҪұе“ҚеӣһжөҒз„Ҡе·Ҙиүәзҡ„еӣ зҙ жңүйӮЈдәӣпјҹ | еӣһжөҒз„ҠеҺҹзҗҶе’Ңе·Ҙиүәд»Ӣз»Қ |
| еӣһжөҒз„Ҡжё©еәҰжӣІзәҝзҡ„жөӢиҜ• | LEDиҙҙзүҮжңә |
| еӣһжөҒз„Ҡжё©еәҰжӣІзәҝзҡ„еҲҶж®өжҸҸиҝ° | еӣһжөҒз„Ҡзҡ„ж—Ҙеёёдҝқе…»е·ҘдҪң |
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·